Features
高周波誘導加熱方式により短時間で金属を融解
幅広い金属と症例に対応
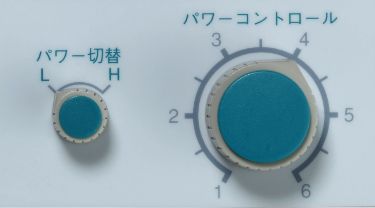
操作パネル
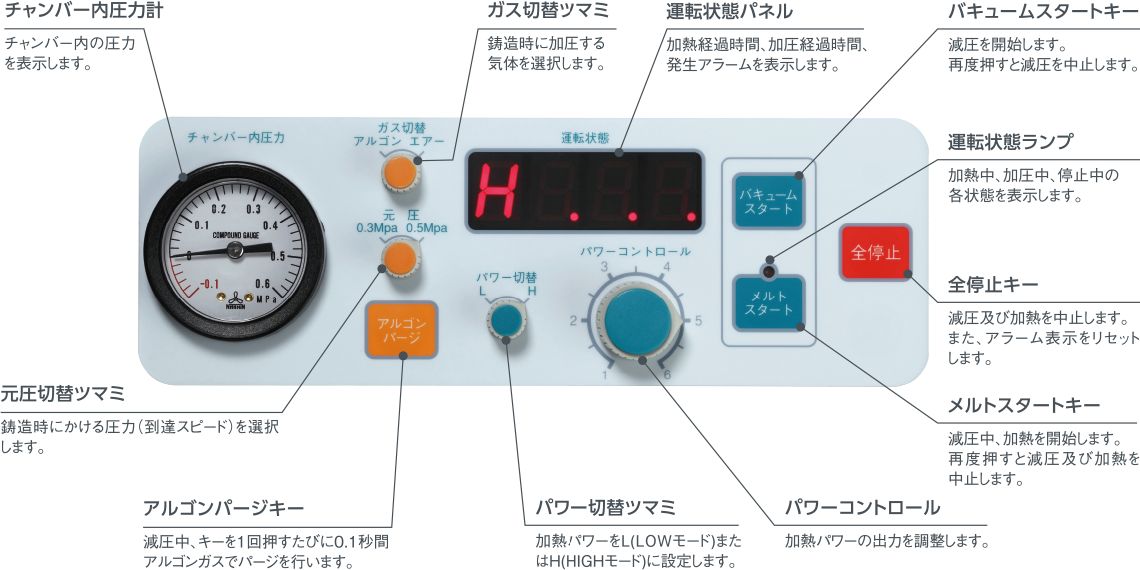
鋳造方式は吸引加圧タイプを採用
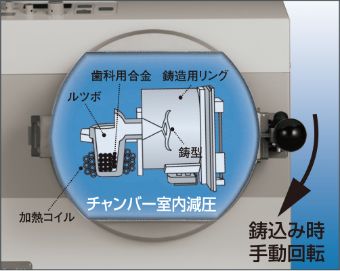
チャンバー内を減圧し、酸素を減らすことで、金属の酸化を軽減することができます。
-
酸化を防止するアルゴンガス接続も可能
エアーとアルゴンガスを接続することにより、簡単なパネル操作でエアーとアルゴンガスを切り替え、鋳造することが可能です。
また、減圧中にアルゴンパージキーを1回押す度に0.1秒間アルゴンガスでパージを行います。アルゴンガスボンベ、レギュレータ圧力計は別売になります。
-
スーパーポンプFD(真空ポンプ)との接続も可能
チャンバー内の真空状態を向上させるためにスーパーポンプFD(真空ポンプ)との接続が可能となります。
スーパーポンプFD、真空ポンプ接続ユニットは別売になります。
真空ポンプ到達圧1.20kPa(スーパーポンプFD)以上の真空ポンプは接続しないでください。
銀合金~コバルトクロムまで対応

高周波誘導加熱方式を採用し、短時間で金属を溶かすことが可能です。
また、加熱コイルを2重巻に巻いているためルツボ内の金属を均一に融解することが可能です。
-
金属融解モードをHモード(高融点金属対応)とLモード(低融点金属対応)を設定
Ni-Cr合金、Co-Cr合金のような高融点金属対応のHモード、銀合金、P d 合金のオーバーヒートをできるだけおさえられるLモードのどちらかを選択できます。
LモードはHモードの約1/2の出力です。
-
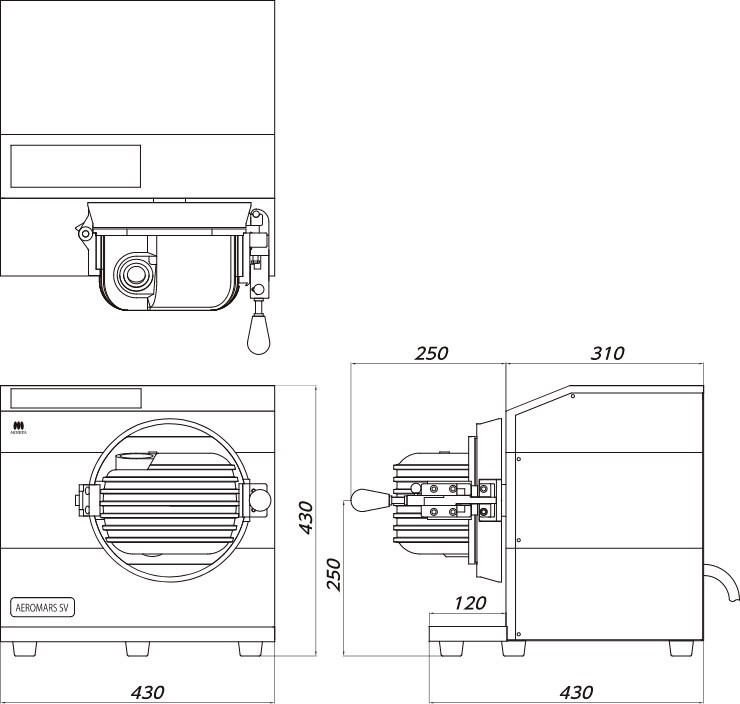
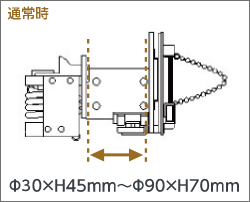
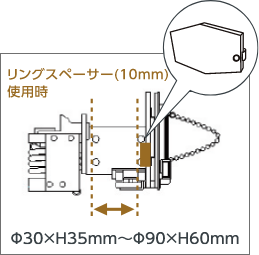
様々なサイズのリングに対応
リングセット部はスライド式を採用していますので、様々なリングがセット可能です。また、リングスペーサー(10mm)を使用することにより小さいリングにも対応できます。
リングレス鋳造にも対応可能です。
-
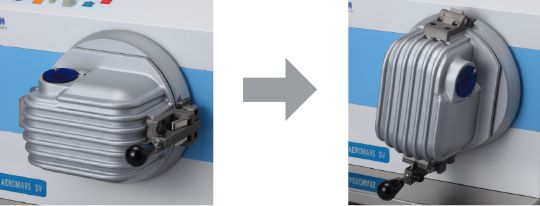
目視で鋳造タイミングをはかり、手動チャンバー回転方式を採用
金属目視窓より、ベストな鋳造タイミングを確認し、手動によるチャンバー回転ができます。
例(Co-Cr合金)
LモードはHモードの約1/2の出力です。-

融解開始 -

融解中 -

キャスト
-
-
適応する金属・症例
- チタン、チタン合金除く。
- 銀合金などの低融点合金の融解には、オーバーヒートに十分ご注意ください。
鋳造写真例

Co-Cr による
金属床
Co-Cr による
クラウン&ブリッジ
Pd合金による
4本ブリッジ
銀合金よる
メタルコア
優れた冷却効率により連続鋳造が可能
効率よく加熱コイルを冷却するために水冷式を採用したことで、連続鋳造が可能となり、加熱コイルの寿命及び器械の耐久性が向上しました。
冷却方法には、専用冷却水循環ユニット(別売)内のクーラントおよび精製水を使った循環水冷式と専用冷却水直結ユニット(別売)を使用した水道直結式があります。